雙向拉伸聚丙烯薄膜工藝簡介
2018-10-17 17:12:26??????點擊:
|
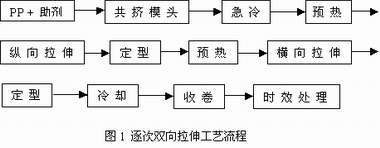
平面法雙向拉伸塑料聚丙烯薄膜生產工藝是將高分子聚合物的熔體或溶液首先通過狹長機頭制成片材或厚膜,然后在專用的拉伸機內,在一定的溫度和設定的速度下,同時或分步在垂直的兩個方向(縱向、橫向)上進行的拉伸,并經過適當的冷卻或熱處理或特殊的加工(如電暈處理、涂覆等)制成的薄膜。如果是同時在兩個方向上拉伸則稱做一次拉伸法或同步拉伸法,如果是分步在兩個方向上拉伸則稱做逐次拉伸法或分步拉伸法。我公司采用的生產工藝是平面逐次拉伸工藝。如圖1所示:
|
||||||
|
||||||
|
該種工藝可生產單層或多層復合結構的薄膜,我公司的產品主要以三層復合薄膜(ABA、ABC)為主,復合薄膜各層材料性能差異大,每種材料在進入機頭之前都需要有各自獨立的加工體系,內、外層的熔體材料在機頭之前進行匯合,制成擠出復合片材。內外層的原料都要分別經過原料的分篩-配料-擠出-計量-過濾幾個過程。
|
||||||
|
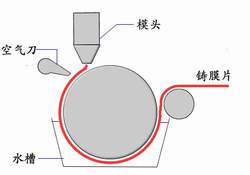
鑄片是指熔融塑料在壓力的推動下,通過長形的口膜,在外力(氣流)作用下,使熔融塑料迅速貼附在激冷輥表面上制成固態片材的過程。如圖2所示:
|
||||||
|
||||||
|
圖2 鑄片系統
|
||||||
| 鑄膜片經過激冷輥、水槽的冷卻后進入縱向拉伸機進行縱向拉伸,之后進入橫向拉伸機進行橫向拉伸。如圖3、圖4所示:: | ||||||
|
||||||
|
鑄膜片進入縱拉機和橫拉機被拉伸成為薄膜,經過雙向拉伸后薄膜需經過牽引機展平,同時進行薄膜測厚、切邊、電暈處理,然后送入收卷。薄膜在收卷機通過展平輥、接觸輥、張力輥的控制卷繞在收卷輥芯上,完成了薄膜半成品加工的過程,圖5為牽引、收卷機:
|
||||||

|
||||||
|
圖5 牽引、收卷機
|
||||||
|
半成品大膜卷需經過時效處理,這是指在特定的溫度和濕度下貯放膜卷,以便于完成添加劑的遷移、靜電和應力的消除。
|
||||||
|
半成品大膜卷通過大分切和小分切分切成特定寬度及長度,完成了最終BOPP成品小卷的過程。如圖6、圖7所示:
|
||||||
|




- 上一篇:民主管理企業興 2018/10/17
- 下一篇:BOPP煙膜耐磨性能研究及全新解決方案 2018/10/16